|
Van der Heem N.V. en aanverwante bedrijven - Den Haag, Utrecht en Sneek |
||
|
Uit de VDH-keuken: Draaierij door F.C. de Gruyter |
|
|
| Onderstaand artikel is gepubliceerd in het VDH-tje Nr. 570 van 18 oktober 1958. Het is een van de artikelen in de serie 'Uit de VDH-keuken', deze artikelen verschenen met enige regelmaat in het personeelsblaadje. Zij werden geschreven door de desbetreffende afdelingschefs, in dit geval de heer F.C. de Gruyter. | ||
|
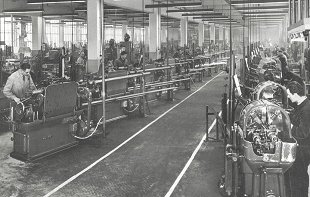
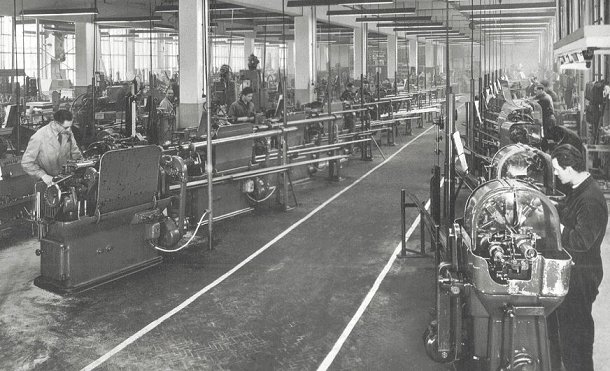
"Draaien is geen kunst; wat er teveel is haal je weg en de rest laat je staan" Als wij met deze ietwat kinderachtige uitspraak dit stukje over de Draaierij beginnen, dan is dit geen stelling van een wijsgeer, maar van een oudere, zeer bekwame draaier, die, lang geleden, ons jongeren in verbazing bracht door de wijze waarop hij, met zijn zelf gesmede beitels een moeilijk werkstuk tot stand bracht. Dat was de tijd dat enkelfabricage nog regel en serieproduktie uitzondering was. Sindsdien is er heel wat veranderd, mede als gevolg van de snel groeiende behoefte aan industrie in Nederland en als we nu in onze vrij moderne Draaierij rondkijken met haar circa 120 machines dan zou je nù kunnen zeggen: "Draaien is geen kunst, de machine doet het werk". De Draaierij aan de Maanweg is de met deze verzamelnaam aangeduide afdeling en heeft tot doel de vervaardiging van alle "eigen fabrikaat" (E.F.) onderdelen voor alle door Van der Heem vervaardigde apparaten en die, welke door verspanen van materiaal kunnen worden verkregen. De eerste vormgeving heeft plaats op één van de 20 enkel-spillige en op twee vijf-spillige automatische draaibanken. Wij houden ons echter niet alleen met draaien bezig; om een onderdeel gereed te maken moet je soms nog boren, frezen, tappen of slijpen, alle verspanende bewerkingen. Ja, lezer, ook slijpen is een verspanende bewerking, waarbij elk van de duizenden harde korrels aan de omtrek van de slijpschijf de snijdende "beitels" vormen! Uitgaande van een staf materiaal van ronde, vierkante of zeskante doorsnede en van elke gewenste materiaalsoort (van staal tot één van de vele plasticsoorten toe) wordt het produkt volgens tekening in de vereiste vorm gedraaid, waarbij een stelsel van curveschijven de bewegingen van de gereedschappen regelt en waarbij deze gereedschappen, als door onzichtbare handen bewogen, het materiaal vorm geven. Bijna elk onderdeel vereist een stel curven, zodat het draaien op automaten slechts zin heeft wanneer de aantallen groot genoeg zijn. De vormen van deze curven worden bepaald door de wijze waarop het werkstuk wordt gemaakt en is mede afhankelijk van de nauwkeurigheid daarvan. De vorm van de curven, de gebruikte gereedschappen en hulpstukken worden berekend en getekend door het Gereedschapbureau en in een zogenaamde curve-diagram vastgelegd. Curven en beitels worden in de Gereedschapmakerij gemaakt. Het tekenen en berekenen van zo'n curve-diagram is een nogal ondankbaar werk, omdat dikwijls blijkt dat een zó groot aantal factoren tot de goede werking van een op de machine gemonteerd stel curven moet bijdragen, dat er allicht één over het hoofd wordt gezien en kleine (of grote) wijzigingen nodig zijn. Een goed samenspel tussen Gereedschapbureau, Gereedschapmakerij en Draaierij is dan ook nodig om tot een goed resultaat te komen. Naast goede gereedschappen is veel vakbekwaamheid nodig om met deze gereedschappen een goed produkt te draaien. Het scherpslijpen van de beitels, de wijze waarop de spaan moet worden afgevoerd of gebroken, vereisen veel vakbekwaamheid van de insteller en veel geduld. Naast de bovengenoemde factoren hangt het welslagen van het draaien op automaten in hoge mate af van het uitgangsmateriaal, de staf dus. Daar is zo'n automaat erg gevoelig voor. Als die staf niet zuiver rond, recht en aan de juiste maat is, laat de automaat het "afweten". Bent u wel eens op excursie geweest, waarbij u in de "automatenstraat" op een oorverdovend lawaai werd onthaald, veroorzaakt door een kromme staf die met 2000 omwentelingen een roffel weggaf in de lange geleidingsbuis?
Behalve automatisch draaien voor grote series kun je het ook nog voor kleinere aantallen snel doen op een revolverbank. Denk hierbij niet aan schieten, hoewel er toch wel enige overeenkomst met zo'n schiettuigje is. De machine dankt haar naam aan de inrichting die het mogelijk maakt een draaiende gereedschaphouder, meestal voorzien van een zestal gereedschappen, met een eenvoudige handbeweging 1/6 deel van een cirkel te draaien, juist zoals dit ook gebeurt met de patroontrommel van een revolver. In tegenstelling tot de automatische draaibank moeten de bewegingen van de gereedschappen naar en van het materiaal met de hand gebeuren. Tenslotte draaien we ook nog op normale draaibanken; meestal voor bewerkingen die op de automaat de achterzijde van het produkt vormen en dus een tweede bewerking nodig hebben. Vóór we de Draaierij (die een derde gedeelte van de afdeling beslaat) de rug toekeren, gaan we nog even naar de centrifuge en oliezuiveringsinstallatie. Hier worden de produkten van de spanen gescheiden, de snijolie (alle snijgereedschappen moet je voor het koelen en smeren rijkelijk "in de olie" houden) moet door centrifugeren weer terug gewonnen worden en wordt met behulp van een Laval zuiveringsinstallatie weer gezuiverd. Meestal moeten de onderdelen afkomstig van automaten nog verdere bewerkingen ondergaan, zoals frezen, boren, tappen enz. Dat doen we in de middengroep, zoals het slijpen dat tussen centers of centerloos kan gebeuren. De laatste methode gaat snel en laat zeer nauwkeurige afmetingen toe, ook voor serieproduktie (soms 6 tot 8 micron). Geheel verschillend van de beide andere groepen is het laatste gedeelte van de afdeling de Solex machinale. Hier worden alle grote onderdelen van de Solex motor, als: carter, krukas, cilinder, enz. naar dagbehoeften bewerkt en afgeleverd aan het Solex onderdelen magazijn. Voor de Solex machinale geldt in sterke mate het streven om door logische opstelling van de machines, juiste werkmethode of het gebruik van speciaalmachines de efficiency tot de hoogste graad op te voeren. Toen kort na de bevrijding, in 1948 Solex haar zegetocht ook in ons land begon is er veel verbeterd aan de werkmethoden en gereedschappen waarbij steeds het doel is geweest: verlaging van kosten en verbetering van kwaliteit. Enkele vernuftige speciaalmachines hebben vaak moeilijk te verwezenlijken nauwkeurigheden tot eenvoudige oplossingen gebracht. De nieuwste aanwinst (van Nederlands fabrikaat!) is een boorautomaat, die het mogelijk maakt een groot gedeelte van de gaten in de cilinder geheel automatisch te boren en te tappen, nauwkeuriger dan dit met de hand mogelijk was. Ook is hiermee een stuk "beulswerk" vervallen; het met handaanzet boren van de cilinders dat menige "natte rug" opleverde! Van Solex onderdeel tot Solex motor is nog maar een stapje en zo vormt de achter de Draaierij gelegen montage een logisch verlengstuk van de Draaierij. In deze ruimte worden aan de werktafels de onderdelen geprepareerd en samengevoegd tot grotere stukken, die dan op wagentjes geplaatst aan een soort rollenbaan van man tot man verder rollen en geheel gemonteerd als complete Solex motor in de transportkist verdwijnen. Deze rondgang willen wij besluiten met een bezoek aan de controle; eveneens een belangrijke schakel in de ketting van het produktieproces. Hier waakt men over de kwaliteit die door de veelheid van onderdelen en de betrekkelijk kleine series makkelijk in het gedrang kan komen. Een systeem van statische kwaliteitscontrole maakt het mogelijk steekproefsgewijze de onderdelen te onderzoeken, daarbij gesteund door een door het Technisch Bureau gemaakt controleanalyseblad. Bovendien zorgt de controle voor het uitzoeken van alle controleproblemen, eventueel met behulp van de meetkamer, alsook voor de aflevering van de produkten op de juiste plaats. Tot slot nog een blik in de toekomst. Van der Heem is een uitgesproken elektrotechnisch bedrijf en in een dergelijk bedrijf kunnen de behoeften op mechanisch gebied wel eens minder duidelijk naar voren komen. Toch moeten wij "bij" blijven, omdat anders de kostprijs te hoog wordt en de neiging ontstaat "buiten de deur" te kopen. Er moet een streven zijn en blijven naar vereenvoudiging van werkmethoden en het gebruik van vernuftige gereedschappen. Laten we het veel gebruikte (maar ook misbruikte) begrip automatie even los: (daar zijn we met onze veelheid van artikelen en kleine series nog lang niet aan toe) aan mechanisatie kan al veel worden gedaan. Ook in de Draaierij kan, door het combineren van bewerkingen, het gebruik van nieuwe verspaningsmiddelen (diamant en keramisch snijmateriaal) het normaliseren van onderdelen en gereedschappen, veel worden bijgedragen tot verlaging van de kostprijs en verhoging van de arbeidsproduktiviteit.
|
||
|
VDH |
||