|
Van der Heem N.V. en aanverwante bedrijven - Den Haag, Utrecht en Sneek |
||
|
Uit de VDH-keuken: Radiomontage door H. Hey |
|
|
|
Onderstaand artikel is gepubliceerd in het VDH-tje Nr. 590 van 14 maart 1959. Het is een van de artikelen in de serie "Uit de VDH-keuken", deze artikelen verschenen met enige regelmaat in het personeelsblaadje. Zij werden geschreven door de desbetreffende afdelings-chefs, in dit geval de heer H. Hey. |
||
|
De Radiomontage is het eindstation waarnaar via allerlei kanalen de
produkten uit andere afdelingen en toeleveringsbedrijven toestromen
en waar de assemblage plaatsvindt, die resulteert in het fraaie
produkt dat "ERRES"-radio heet.
Hoe komt de "ERRES"-radio tot stand? Afgezien van commerciële verlangens wordt technisch gesproken de radio geboren in het radiolaboratorium. In samenwerking met aanverwante afdelingen zoals tekenkamer, radiowerkplaats en codering komt een ontwerp tot stand, dat resulteert in een z.g. "laboratorium model". Dit model begint zijn rondgang door de fabriek en belandt vervolgens in het voorportaal van de Radiomontage: de proefband. Tegelijkertijd beginnen ook voorlopige stuklijsten, tekeningen en andere nuttige zaken toe te stromen. In nauwe samenwerking met het Technisch Bureau begint een andere belangrijke onderafdeling, de mechanische werkplaats, met de aanmaak (geheel met de hand) van chassis, beugels, assen enz. enz. tot een totaal van vijf complete stellen per model. Er worden drie modellen aangemaakt, die gekeurd en bekeken worden op hun mechanische en elektrische eigenschappen. Tijdens deze ontwikkelingsfase worden alle afdelingen die betrokken zijn bij de radiofabricage in de gelegenheid gesteld hun kritiek te leveren. De laatste twee modellen worden gemaakt door de baas van de radioband, waarover de fabricage zal plaatsvinden, een en ander in samenwerking met een instructeur. Hoe wordt de "ERRES"-radio gemonteerd?
Laten wij thans eens nagaan wat er zoal komt kijken voor de bouw van een serie apparaten van een willekeurig type. Daartoe gaan we in gedachten het toestel ontleden in onderdelen. Preparatieband 1 is de taak toebedeeld om de mechanische halffabrikaten samen te stellen. Dit geschiedt met hulpgereedschappen en betreft: beugels, voorzien van assen en moeren, aandrijfwerken voor snaar en wijzer, indicatorsystemen voor toonregeling en nog veel meer van deze zaken. Leveranciers van de basisprodukten zijn hier Plaatbewerking, Draaierij, Galvano en Inkoop. Met behulp van vernuftige machines wordt hier ook de bedrading op maat geknipt en afgestript. Dit werk wordt verricht door mensen, die naast een enorme handigheid over een grote snelheid beschikken en bovendien in zeker opzicht voor bepaalde samenstellingen specialisten zijn. Het toezicht over deze band wordt uitgeoefend door een ter zake kundige baas, bijgestaan door een geroutineerde controleur en een eveneens vrijwel onmisbare figuur: de machine- en gereedschapinsteller. Na controle vloeien de aangemaakte samenstellingen naar het magazijn, van waaruit de verdeling over de radioband plaatsvindt.
Preparatieband 2 begint met de samenstelling van montagestrippen en onderdelen, de z.g. units. Dit werk heeft rechtstreeks te maken met werkelijk monteren. Deze groep immers voorziet de montagestrippen van weerstanden en condensatoren, soldeert de eerste verbindingen aan FM-units, afstemcondensatoren, toon- en volumeregelaars en drukknopsystemen. Om u een indruk te geven van de hoeveelheid werk, die hier wordt verricht vertellen wij u dat per week rond 23000 units worden gemaakt. De bezetting van deze band bestaat uit een baas, bijgestaan door een tweetal controleurs, een instructeur en een aantal individuele werkers, die specialisten zijn voor bepaalde samenstellingen. Na grondige controle worden de onderdelen in normaalbakken opgeslagen en naar behoefte doorgestuurd naar de verwerkende montagebanden. De leveranciers van deze band zijn wikkelafdelingen en afdeling Inkoop.
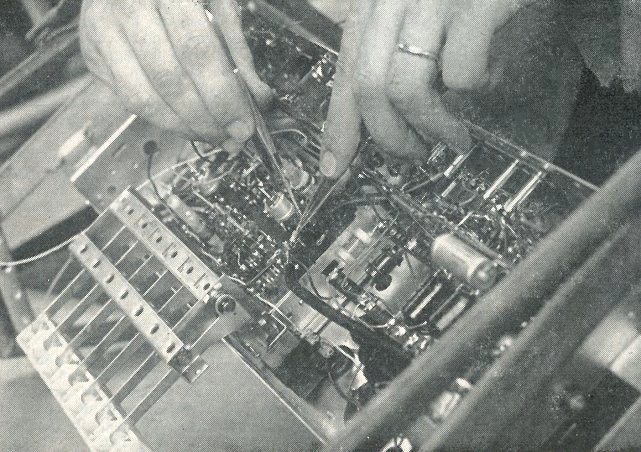
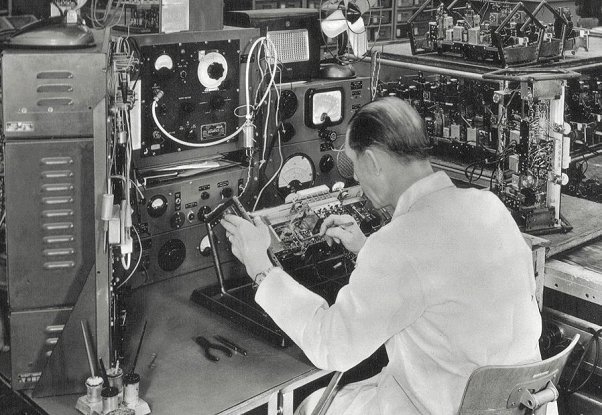
De eindmontage vindt plaats aan de radiobanden. De bezetting van deze banden variëert nogal en is afhankelijk van allerlei factoren, zoals aantal per tijdseenheid, grootte van het apparaat. De groep bestaat uit een aantal radiomonteurs, gevolgd door een controleur, een tweetal trimmers en een reparateur-storingzoeker, het geheel onder leiding van een baas. Al deze mensen werken collectief. Daartoe is door het Technisch Bureau in samenwerking met de baas een goed aansluitende taakverdeling opgesteld, zodat de produktie vloeiend verloopt. De door deze banden te verwerken onderdelen zijn afkomstig van de reeds genoemde preparatiebanden en van de eerdergenoemde afdelingen Wikkel, Plaatbewerking, Draaierij, Galvano en Inkoop. U merkt wel hoe nauw de produktieschema's van alle afdelingen in elkaar moeten grijpen om een ongestoorde voortgang van het werk mogelijk te maken en hoe verschrikkelijk kwetsbaar zo'n radioband is. De radiomonteurs aan deze banden beginnen het chassis op te bouwen en te bedraden, schaal en aandrijvingen te monteren. Het aldus opgebouwde chassis komt vervolgens terecht bij de controleur. Deze voorziet het apparaat van radiobuizen, controleert grondig op sluitingen, slecht gesoldeerde verbindingen, verkeerde onderdelen en andere afwijkende zaken aan de hand van een keurig model. Nadat het apparaat is vrijgegeven wordt het door de middenfrequent-trimmer voor het eerst elektrisch getest en gedeeltelijk afgeregeld. De slotfase wordt verricht door de hoogfrequent-trimmer, die het toestel verder afregelt en zorgt, dat de wijzer achter de stationsnamenschaal de zender juist aanwijst. Tevens vindt een voorlopige laatste controle plaats op gevoeligheid (dit is een maat voor de hoeveelheid zenders die kan worden ontvangen). De zo kant en klaar gemaakte chassis komen op een stelling terecht tot een totaal van enkele tientallen.
Gedurende het gehele proces wordt het apparaat nauwkeurig gevolgd door de mensen uit de keurkamer. Pas als deze mensen hun fiat hebben gegeven, wordt een stelling vrijgegeven en doorgezonden naar de inkastband. De naam van deze band spreekt voor zich zelf. Het toestel wordt
hier voorzien van een kast. Deze meubelstukken worden in onze
Kastenfabriek vervaardigd of, voor zover ze van bakeliet of andere
plastische stoffen zijn gemaakt, door andere bedrijven geleverd. Deze onderafdeling die een zeer belangrijke schakel vormt in het geheel, heeft de verantwoordelijke taak te zorgen, dat het toestel onbeschadigd en degelijk verpakt verzendklaar gemaakt wordt. Voordat dit gebeurt vindt nog een laatste z.g. "klantencontrole" plaats, waarbij speciaal gelet wordt op uiterlijk en goed functioneren van de bedieningsorganen. Ten slotte staat, als een stok achter de deur, de afdeling Steekproefcontrole borg voor een juiste kwaliteitstoestand van onze apparaten. Om te komen tot een resultaat, waaraan onze afnemers, technisch gezien, het predikaat "goed" willen verlenen is het nodig te beschikken over uiterst kundig en geselecteerd personeel. Wanneer een man via afdeling Arbeid terechtkomt op de Radiomontage, dan wordt hem de soldeer- en montagetechniek bijgebracht aan een onzer preparatiebanden. Blijkt na enige tijd dat deze man zowel mentaal als technisch voldoet, dan kan hij geplaatst worden als chassismonteur. Dit betekent een bevordering in rang en financieel opzicht. Daarmee heeft hij tevens de eerste stap gezet om op te klimmen tot televisiemonteur. Deze weg vergt een tijdsduur van ca. 2 jaar. Ons technisch personeel wordt gerekruteerd uit eigen gelederen. Voor mensen, die zich moeite en inspanning willen getroosten, bestaat de gelegenheid zich, hetzij door schriftelijke cursussen, hetzij door mondelinge lessen, die door eigen specialisten worden gegeven, theoretisch te bekwamen.
|
||
|
Bovenstaande foto's zijn eind vijftiger jaren genomen in de fabriek aan de Maanweg in Den Haag. Begin zestiger jaren ging de radioproductie over naar de nieuw gebouwde fabriek in Sneek. |
||
|
VDH |
||